
- This is a verified supplier can provide quality products and have passed the Business License Check.
منزل> Technical Articles> تطبيق مركز تحمل معدات التشغيل الآلي
- وقت العمل9:00-18:00
- هاتف العمل(وقت العمل)Tel:(65)-3159 1338
تطبيق مركز تحمل معدات التشغيل الآلي
2018-11-17 12:27:09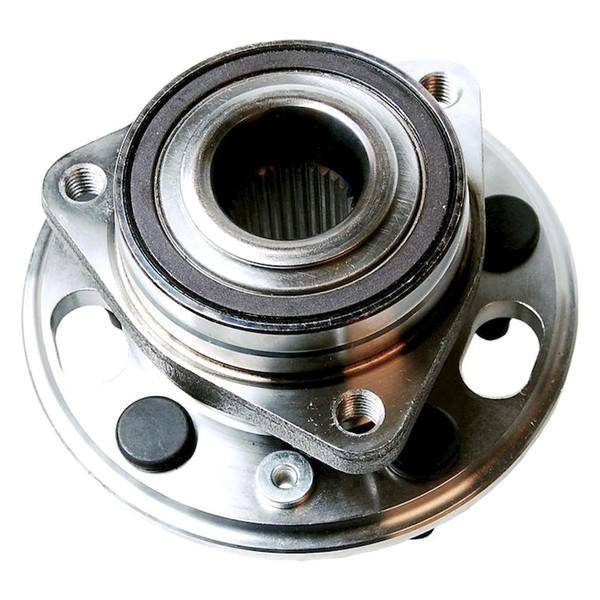
1. محور تحمل تطوير
وحدات عجلة تحمل السيارات تتحمل ينتقل أساسا عن طريق نظام التعليق من وزن السيارة من (حمولة شعاعي)، والحمولة المحورية الناتجة عن القيادة، وعلبة التروس نقل وحملة رمح بالمرور عبر من عزم الدوران. تحمل مركزا وفقا لمختلف مجموعة الحركة مركبة بطريقة متكاملة العناصر الأخرى يمكن تقسيمها إلى الأول والثاني والثالث والرابع واضعة الجيل المحور. ويستخدم حاليا على نطاق واسع الجيل الثالث محور تحمل وتحمل وحدة الذي يستخدم نظام الفرامل المانعة للانغلاق ABS وزميله، الحلقات الداخلية والخارجية للتحمل وحدة وشفة، هو ثابت لحملة رمح من خلال شفة الداخلية من الحلقة الداخلية من البراغي وشفة الخارجية مع بعضها البعض تحمل كامل.
2. تدفق عملية التصنيع
ينقسم تحمل الآن دعم عملية تدفق إلى قسمين الشركات المصنعة الرئيسية: تركز خطوة تحول الأولى من عملية المعالجة على الشغل قبل المعالجة الحرارية، كما هو مبين في الشكل. ميزة هي تحريض تصلب تجهيز الخطوة قبل خط الانتاج الآلي يمكن أن تكون موحدة معالجة، مما يقلل من الوقت اللازم لتجهيز وتحسين كفاءة التصنيع، والحد بشكل كبير من تكلفة. العيب هو أن الأسطوانة طحن تؤدي إلى الاستقراء عمليات التحجيم سطح تصلب، وتحديد المواقع السطوح عندما شنت وحدة محور تحمل على الحافات والفرامل، وتشوه طفيف، مما يؤثر على دقة موقف القناة والثقوب الترباس طحن، وليس تفضي إلى استقرار العملية تحمل وحدة
والاعتمادية وخدمة الحياة. يتم توزيع الخطوة الثانية من عملية تحول بالقطع بشكل رئيسي في الشغل قبل الخطوة التشطيب بعد المعالجة الحرارية والمعالجة الحرارية خطوة التخشين. ميزة والقضاء عليها بشكل فعال في التأثير على السطوح المواقع الثلاثة تصلب التعريفي ذكر من قبل، لضمان دقة من قناة طحن، مع زيادة درجة مواقف الترباس حفرة، وتحسين كبير في استقرار وموثوقية تحمل وحدة، وتمديد الحياة تحمل وحدة. العيب هو أن أكثر خطوة من خطوات التجهيز، معدات تجهيز التشتت، بتكلفة استثمارية عالية.
3 قبل المعالجة الحرارية مركزية تجهيز المعالجة الآلية قبل تعددية جهاز المعالجة الحرارية للخطوة التخشين، التي الجهاز هو الجمالون من نوع خط التلقائي للمناور الجمالون واثنين من المخارط CNC (OP10 وOP20) والتحميل والتفريغ مكتبة، وتحول آلية، ووحدات أخذ العينات، يمكن أن تكتمل الخام خطوة الأخيرة قبل المعالجة الحرارية. تشكل 1V2 العوارض وأي روبوت لشغل اثنين من المخارط. الوقت المضيف التزود بالوقود الروبوت 16S. محطة عمل مركز تحمل من قبل الحفر والتنصت خطوة لاستكمال التحميل والتفريغ والروبوتات، ويتكون مركز بالقطع العمودي مزيج من ثلاثة الروبوت مفصلية مع والتغذية مع التوجه الزاوي وظيفة المكتبة، والروبوت التغذية المساعد VMC. ثلاثة مركز بالقطع العمودي نفس الإجراء، يمكن أن تقلل من قسم خط الانتاج الآلي
فوز. روبوت الوقت للتزود بالوقود للمضيف ل16S.
4. بعد المعالجة الحرارية بعد الانتهاء من الخطوة معدات المعالجة الحرارية الآلي مركز معالجة عملية التشطيب تحمل شفة، ويرجع ذلك إلى كمية صغيرة من القطع، وسرعة تغذية، زمن قصير من قطعة واحدة. معدات التشغيل الآلي العامة لا تستطيع ان تلبي متطلبات سرعة وتيرة تحمل المحور، معظم الشركات المصنعة لا تزال تدعم استخدام عملية قائمة بذاتها الاصطناعية، حفنة من العلامات التجارية محامل العجلات
باستخدام المعدات المستوردة وتجهيز، في هذه الحالة، وضعت الشركة مناسبة الانتهاء من تحمل الطائرة محور خطوط الإنتاج الآلي.
(1) الهيكل العام وتخطيط
السائدة معدات التشغيل الآلي مخرطة الحالية، هناك نوعان، واحد هو تحميل الروبوتية الجمالون والتفريغ، والآخر مفصلية الروبوت مع شكل التزود بالوقود مخرطة الخارجية. كل من الأشكال خارج الجهاز، هناك الباب عندما تسبب الوقت للتزود بالوقود والوقت الاضافي للتزود بالوقود المحمول هو حول 18S. وتجهيز الوقت نفسه، وانخفاض الكفاءة، مما أدى إلى سرعة الخط غير معقولة. المعدات الجديدة أتمتة عملية التشطيب المستخدمة في شكل الروبوت آلة، مفصلية الروبوت 6 محور مخرطة داخل قلادة، والقضاء على الوقت الذي يكون فيه للتزود بالوقود باب آلة، والتزود بالوقود تحسنت كثيرا براعة. إطار مستقل يهدف إلى حل آلة الاهتزاز لضمان استقرار بالقطع. بعد الحرارة عجلة تحمل تنتقل عن طريق انتقال العدوى عن طريق الانتهاء من خط التلقائي، من خلال عكس آلية والوجه الشغل تصل إلى حالة التغذية حيث تجهيز عجلة تحمل، ثم أرسلت إلى داخل الجهاز، يد الروبوت التي تجتاح عنصر تحمل مركزا في منطقة الانتظار الانتظار ، بالإضافة إلى أجزاء
بعد العمل، المضيف الروبوت التزود بالوقود الشغل، وبالقطع من محامل العجلات المصنعة استبداله، ثم الروبوت السادس محور دوران محور العجلة التي تحمل المواد الخام تركيبها في مقطع الرئيسي. بالقطع برنامج في الجهاز، في حين أن أهم قطع الشغل، والروبوت داخل الجهاز في مقابل المواد الخام الجديدة، في انتظار الانتهاء من تصنيع الآلات، وسبق بداية دورة العملية، 22S خط الإنتاج لا تزال في براعة.
(2) وتجهيز وتهزهز الغبار
معدات تجهيز وقطع الأراضي الجافة، والغبار الذي ينتج عندما اختيار الروبوت الحماية قطع Iمستوى فعال لحماية، ويمكن تمديد حياة الروبوت مفصلية. الشغل لقط القرص من خلال الحولة كا محددة القناة،
لتحديد المواقع محور العجلة الإنجاب ضد السطح، لضمان الدقة. بالإضافة إلى محامل العجلات مركز على طول منفذ المركزي، لضمان الشغل
، والموقف من الغاز حفرة الوسط توليد ضغط سلبي، والغبار الخارجي لا يمكن أن يدخل الحديد مجلد، بحيث المقبل الرمي الشغل، انحرفت تؤثر على دقة بالقطع.
(3) جهاز مستقل مع مزايا التقليدي
خط إنتاج أسرع فوز، سطح نهاية الأيمن من مركز تحمل الانتهاء من وقت حول 15S، والروبوت مفصلية إلى المضيف للتزود بالوقود 7S الوقت، وبراعة خط كلها 22S. الوقت 7S عند التزود بالوقود للتزود بالوقود حل التقليدية سرعة دليل والعمل وقوة التعب تزود بالوقود، لأنه من الصعب في اصطناعية 22S الخط السريع، والعمل باستمرار قوة عالية. ارتفاع الاستقرار، وذات جودة عالية من خلال شراء أجزاء صارمة عالية وجودة التجمع، وضمان التشغيل المتواصل لل24H الجهاز. الطرف الأيمن وجه الدقة، والمحور تحمل
1. تحديد سبب تعطل المعدات المتكرر
جهاز يستخدم في وحدة الأصلي هو سنة المعوقين، إلى جانب المغزل المستخدمة في الآلية السابقة الهيدروليكية قفل، تشاك المغزل، وآليات مخلب، وجزء من نظام التحكم الهيدروليكي الدائرة تعمل آلية تحديد المواقع حامل القاطع، ظهرت المقارن الفشل كبيرة والإصلاحات التي نفذت. لذلك، وانعدام الثقة من الجهاز، وهناك عدد من الدول "سوء التغذية" في. منذ عبوة ناسفة وضعت لفترة طويلة، مما أدى إلى الدائرة الهيدروليكية داخل الجهاز كله، وأنظمة نقل الميكانيكية والكهربائية نظام الكشف عن جهاز استشعار، ونظام محرك أجهزة السيارات، نظام مراقبة تداول الزيت الهيدروليكي، آلية قفل الهيدروليكية تعني تعميم حامل القاطع وبالتالي فإن تشغيل نظام تحديد المواقع مع درجات نخر متفاوتة، مما يؤدي إلى الاستقراء حساسة، وليس التشغيل السلس للنظام وآلية ليست في مكانها، وفي تشغيل نظام المعدات، السيطرة على ردود الفعل كله لكشف كبير، في بعض وحدة النظام صغيرة مستقلة ، كانت هناك بعض البقع الميتة، والكشف عن وسيلة بطيئة نقطة مكونات استجابة عمل من الفشل، مما أدى إلى فشل الجهاز بعد آخر.
بعد الجهاز ليس استخدام على المدى الطويل، وعدم مناسبة الانتهاء من مطحنة معدات تشغيل كل نظام، وتسلسل إشارة تحديد سطح طحن خطوة، وبالتالي فرض رقابة صارمة تصل إلى سطح نهاية المناسب لمواجهة نهاية فرق الارتفاع القناة، والقطر الخارجي للوجه نهاية استدارة لها. التواء ذات جودة عالية، وتصميم آلة طريقة العناصر المحدودة، عضو السرير الرئيسي، وصلابة من السرج والزيادة الكبيرة المغزل بالمقارنة مع الآلات التقليدية، والتشويه الحرارة، وانخفاض درجة الحرارة المغزل، والاهتزاز. عملية قطع دقيقة من خط التلقائي بعد العلاج،
التي تشكل النقص القائم المعدات المحلية لإيجاد حل لمشكلة محامل العجلات الآلي معالجة تيرة بطيئة، وتسريع كفاءة خطوط الإنتاج الآلية والمعدات المنزلية الموجودة في السوق الدولية خطوة واحدة مع تطور محامل العجلات، التي هي أيضا باستمرار رفع مستوى معدات التجهيز، إلى السوق في المستقبل سيكون هناك المزيد من معدات التشغيل الآلي.
